|
|
 |
|
| s |

cerhec
723 rue des Longues Rayes
F-60610 LACROIX ST-OUEN
FRANCE
tel 1 : +33 (0)3 44 23 39 25
Contact commercial France :
+33 (0)6 32 84 58 10
E-mail : cerhec@cegetel.net
SIRET : 448 440 263 00011
RCS Compiègne
VAT Number : FR 59 448 440 263
ENJEUX DES FOURS DE DEMAIN
L'industrie du verre
plat, bâtiment et automobile, rencontre des demandes de plus en plus pointues
avec des enjeux économiques énormes qui font des fours un lieu
stratégique par leurs capacités ou non de production.
De nouveaux fours doivent être imaginés, dont la solution passe
clairement par une nouvelle attention aux éléments chauffants
et à leur réelle efficacité. Une partie d'entre eux pourrait
être appliquée aux outils de production existants, à des
coûts raisonnables.
Aujourd'hui parler simplement de puissance installée, serait de la plus
grande légèreté vis à vis d'un matériaux,
le verre, qui présente ses propres caractéristiques.
La question fondamentale
La question fondamentale à se poser est de savoir si oui ou non la puissance
émise par l'élément chauffant est bien transmise à
la charge, le verre.
|
Il n'existe pour cela que 3 voies possibles : - la conduction La convection : c'est le mode de transfert par brassage de fluide, liquide ou gazeux. Exemple : air chaud soufflé sur le verre à travers des buses. Le rayonnement : c'est le mode, par opposition au deux premiers, sans contact par excellence, celui que l'homme a le plus de mal à appréhender. Exemple : résistance boudinée, émetteur IR. |
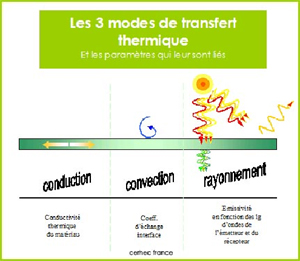 |
Pratiquement ces
3 modes coexistent toujours, mais l'on cherche à en développer
un plus particulièrement suivant le verre.
C'est donc bien la connaissance du matériau à chauffer, de ses
caractéristiques thermiques (conductivité thermique, coefficient
d'échange surfacique, bandes d'absorption dans l'infra-rouge.) qui dirige
ce choix.
Dans tout ce qui a été
fait jusqu'à aujourd'hui, le rayonnement est de loin le mode le plus
retenu. Ce mode est le plus facile à mettre en œuvre. Mais la partielle
transparence du verre à l'infrarouge demande pour optimiser des fours
une réelle maîtrise des notions d'émissivité sous
peine de devoir développer des outillages coûteux pour pallier
à ce manque.
Il est en effet très facile de faire un four de puissance installée
suffisante…qui ne chauffe pas.
L'arrivée de nouveaux verre très réflecteurs conduit à
s'intéresser aux 2 premiers modes de transfert.
Les éléments
chauffants.
Le choix fait, les possibilités de fabrication sont nombreuses.
Quatre vingt dix neuf pour cent des
éléments utilisent un alliage métallique résistif
comme principe de base : le NiCr ou le FeCrAl, ensuite décliné
à l'infini.
Le 1% restant concerne les éléments chauffants en SiC (céramique)
et surtout MoSi2
(cermet) qui peuvent très ponctuellement être utilisés dans
le domaine cité pour les très forts taux de charges qu'ils supportent.
Le FeCrAl a l'avantage
de monter plus haut en température, d'être moins cher (ce qui tend
à être de moins en moins vrai malgré sa forte proportion
de fer), de se recouvrir d'une fine pellicule d'alumine (isolant électrique),
et de permettre de loger plus de puissance. Par contre il devient cassant comme
du verre, les réparations sur site son difficiles (voir impossible pour
les service de maintenance) et il présente une forte tendance à
faire de " l'accordéon " (spires se regroupant localement).
Au niveau des services de maintenance, les résistances doivent être
manipulées avec précaution, particulièrement à la
connexion.
Les résistances
métalliques peuvent avoir de nombreuses
présentations : résistances blindées, émetteurs
céramiques, résistances façonnées, … qui ensuite
peuvent être elles-mêmes montées dans ou sur des tubes céramiques,
agencées en châssis ou noyées dans des
dalles de matériaux céramique ou fibreux.
Leur position verticale ou horizontale, en voûte ou en sole, déterminera
en partie le type de sortie, de connections et les éventuels écrans
de protection à prévoir.

La capacité à
fabriquer ou à se fournir en pièces céramiques sur mesure
permettra des montages intéressants tel que les bougies chauffantes,
en conciliant fonctionnalité et facilité de maintenance.
Cette double compétence céramique et éléments chauffants
devient devient de plus indispensable dès que l'on parle émissivité.

Pour le choix de tel ou tel type d'élément chauffant, la température maximale que peut supporter l'élément et la puissance qu'on peut y loger sont décisifs. Le prix conduira en général à préférer des éléments plus basiques en préchauffe (ex : résistances boudinées sur tube) en réservant au formage par exemple des chauffes localisées ou des émetteurs IR de nouvelle génération.
Dimensionnement électrique
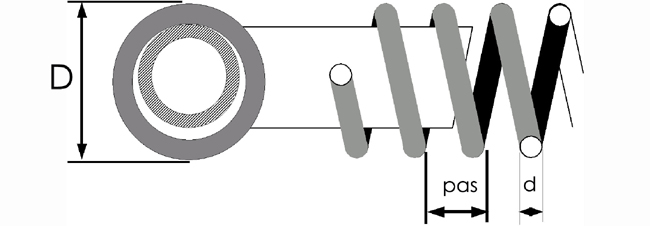
Le dimensionnement des
résistances commencent par faire entrer dans un espace donné une
puissance P pour une tension V fixée. Pratiquement il s'agit de loger
le " maximum " de fil. Si ce n'est pas possible, on peut par exemple
jouer sur les couplages pour obtenir de nouvelles tensions.
Un point très important à surveiller est le taux de charge évoqué
plus haut, puissance surfacique sur le fil exprimée en W/cm². C'est
lui qui permettra de chauffer. Dans le domaine du verre, les résistances
sont "surchauffées" pour atteindre le verre. Mal calculées,
elles verront leur durée de vie réduite.
Pour répondre au besoin des industriels , il a été développé de nouvelles mains chauffantes en céramique à très haute teneur en alumine évitant la surchauffe de l'élément affleurant et permettant des puissances localisées très élevées, avec une marge de sécurité importante puisque l'emploi de ces éléments va jusqu'à 1300°C.
Les possibilités
ne manquent donc pas.
Il est à parier que dans les 5 ans à venir chaque groupe industriel
développera ses propres solutions pour répondre aux mêmes
besoins : chauffer mieux, plus vite, plus précisément. Chaque
ingénieur doit maintenant savoir que tout à peu prêt est
réalisable.
Voir aussi :